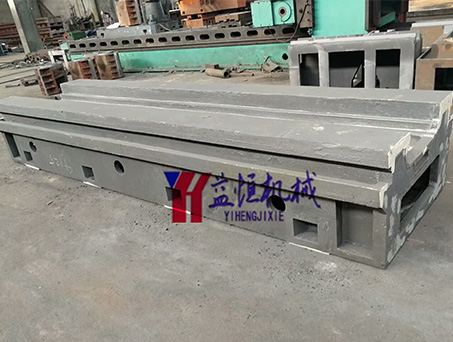
球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的...
球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的... 球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、...
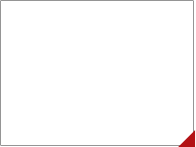
球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、... 球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配...
球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配... 球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加...
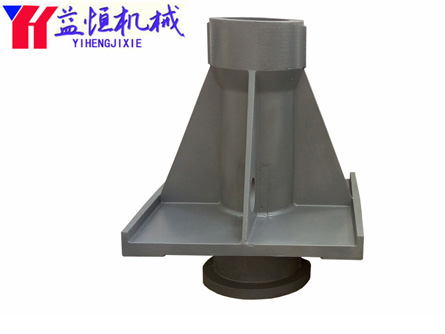
球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加... 泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...
泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...灰铁球铁铸件基本特点是:黏土含量高,水分低,煤粉的加入量也较低。
灰铁球铁铸件高密度造型型砂的基本特点是:煤粉的加入量也较低。因此,在配砂时应把握好以下几点。
1.黏土含量和含泥量。黏土含量高的型砂,随比压升高强度也提高,通常有效膨润土控制在7%~10%。型砂中有效黏土和死黏土之和相当于含泥量,含泥量一般控制在12%~16%。含泥量太高或太低均会影响型砂的各项性能指标。
2.水分。消失模铸件制造型砂中的水分是决定黏土的塑性和黏结力的主要因素。水分太高时,易引起黏土黏结力恶化,型砂的流动性下降,得不到均匀的铸型密度。水分太低时,型砂不易混匀,型砂强度低,脆性大,起模性差,易使铸件产生粘砂缺陷。一般水分应控制在比得到湿压强度峰值时的水分高出10%~20%。
3.原砂粒度。高密度造型时砂型密度较高,浇注时膨胀大,因此原砂粒度不宜过分集中,原砂颗粒呈圆形或多角形,一般选择三筛砂或四筛砂。