球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的...
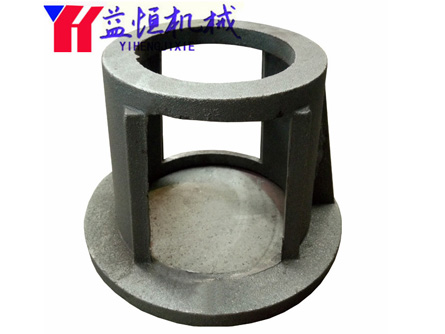
球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的... 球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、...
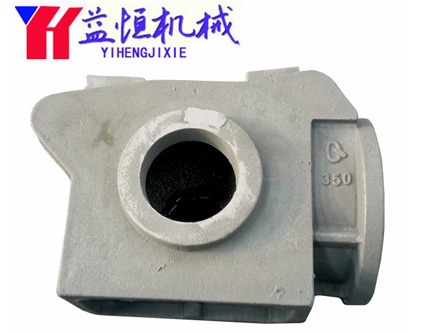
球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、... 球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配...
球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配... 球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加...
球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加... 泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...
泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...
机床铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。而砂型铸造又可以分为粘土砂型、粘结剂砂型、树脂自硬砂型、消失模等等。
机床铸造方法选择的原则:
1、优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型生产的铸件可重达几十吨。
2、铸造方法应和生产批量相适应。低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产。
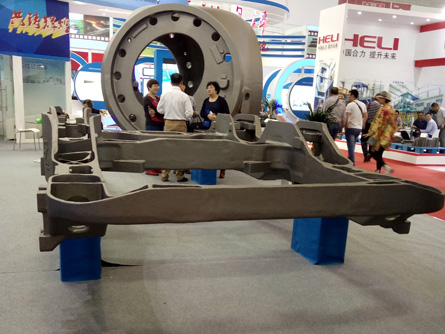
3、造型方法应适合工厂条件。例如同样是生产大型机床床身等铸件,一般采用组芯造型法,不制作模样和砂箱,在地坑中组芯;而另外的工厂则采用砂箱造型法,制作模样。不同的企业生产条件、生产习惯、所积累的经验各不一样,应该根据这些条件考虑适合做什么产品和不适合(或不能)做什么产品。
4、要兼顾铸件的精度要求和成本。