球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的...
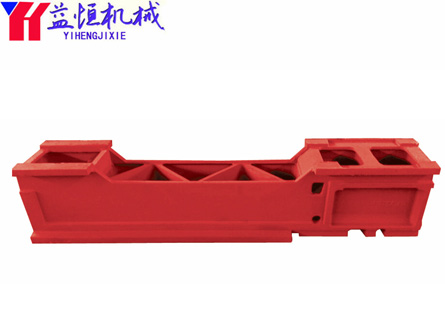
球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的... 球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、...
球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、... 球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配...
球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配... 球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加...
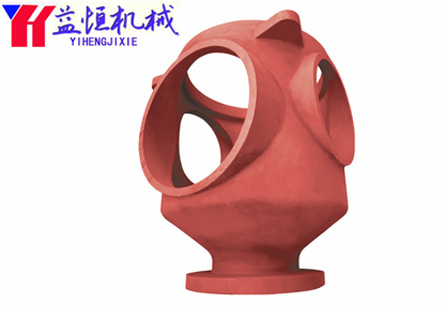
球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加... 泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...
泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...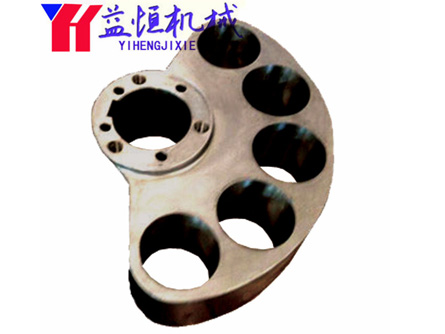
1、球墨铸件标准
GB9441-88 GB6060.1-85 GB321-81 球墨铸铁金相检验 表面粗糙度比较样块铸造表面 硬度试验。
2、技术要求
3.1 机械性能 抗拉强度 牌号 QT400-18 QT400-15 QT450-10 N/mm? 400 400 450 延伸力 % 18 15 10 硬度 HB 130-180 130-180 160-210机械性能为铸态毛坯本体试块测试值。
3.2 金相组织 按 GB9441-88《球墨铸铁金相检验》
3.2.1 石墨 铸件毛坯本体的球化率在 60%以上,球化级别 80%为 1-3 级, 差部 位不低于 5 级,球径为 5-7 级。
3.2.2 基体(参考) 铸件本体的基础组织为:铁素体 80%以上,碳化物含量小于 2%。
3.3 几何形状与尺寸 铸件应符合相应的毛坯图尺寸规定。 铸件错型≤0.5mm,砂芯歪斜量≤0.8mm。3.4 表面质量
3.4.1 铸件毛坯表面应无粘砂、氧化皮等缺陷,铸件毛坯表面的浇冒口、出 气孔、多肉、飞边、毛刺等干净。
3.4.2 铸件毛坯不允许有裂纹、缩孔、疏松、冷隔等影响使用性能的铸造缺 陷。 3.5.3 铸造毛坯非加工表面粗糙度 Ra≤100 粗糙度评定按 GB6060.1-85 的规 定进行。
3.5.4 铸造毛坯不允许有锈蚀。
3.5.5 铸件外表气孔和渣孔 加工部位:直径≤Φ3mm, 大≤1.5mm, Φ2mm 以上气孔数量每侧面不多于 4 个, Φ2mm 以下气孔数量每侧面不多于 7 个。 非加工部位:直径≤Φ2mm, 大≤1.5mm, Φ2mm 以上气孔数量不多于 2 个, Φ2mm 以下气孔数量不多于 5 个。
3.6 铸件上的缺陷不允许修补。
3.7 批次的标识 铸件毛坯 在其本体的表面铸出 性炉次标志即炉号。炉号用六位 组成。 位表示年号,取年号尾数, 、三位表示月号,第四、五位为 H 号,第六位为流水号(当一炉铁水分作多包球化浇注时) × ×× ×× ×
年号尾数、月号、日号、流水号。