球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的...
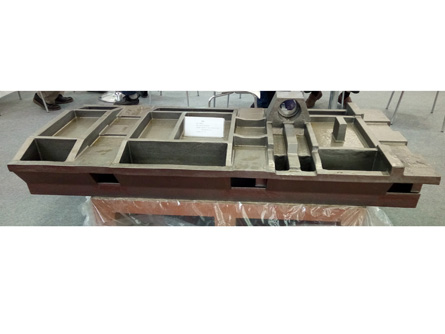
球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的... 球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、...
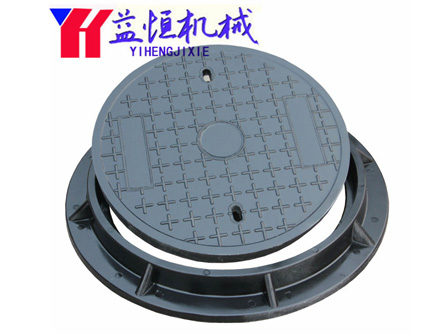
球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、... 球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配...
球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配... 球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加...
球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加... 泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...
泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...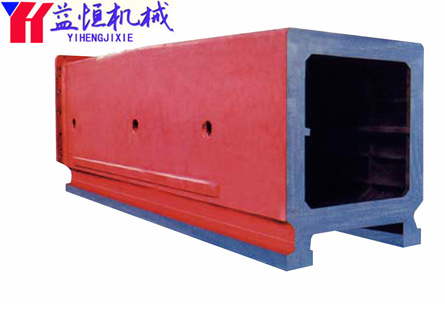
机床铸铁床身加工流程介绍:
机床铸铁床身加工流程包括:精加工、粗加工、光整加工的工序特点。益恒机械制造是河北地区少有的几家数控机床精加工厂家,我们公司的机床铸铁床身采用有一条完善的树脂砂生产线,各种机床床身铸件均采用树脂砂、消失模铸造。这种工艺使得铸件尺寸,均匀一致,不扣箱,铸件无飞边、毛刺;表面光滑度接近铸造,内部结构稳定,排除或降低了砂眼、气孔等铸造缺陷,整个生产过程环保,没有污染。
下面为您介绍机床铸铁床身的几种加工工序:
1.机床铸铁床身铸件(机床铸件)精加工工序
从经过粗加工的表面上切去较少的加工余量,使工件达到较高的加工精度及表面质量的工序为精加工工序。如工件表面无特别高的要求,精加工常作为 终加工。
2.机床铸铁床身铸件光整加工工序
它是从经过精加工的工件表面上切去很少的加工余量,很高的加工精度及很小的表面粗糙度值。研磨、珩磨、超精加工及抛光等方法属于光整加工工序。
3.机床铸铁床身铸件粗加工工序
从工件上切去大部分加工余量,使其形状和尺寸接近成品要求的工序为粗加工工序。其加工精度较低,表面粗糙度值较大,一般用于要求不高或非配合表面的 终加工,也作为精加工的预加工。
机床铸件系列加工:
益恒机械制造承接实型(消失模)、树脂砂铸件加工,包括汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、机械设备的铸铁底座产品系列制造合理、结构稳定、、、使用寿命长、材料均采用HT200-300高排号铸铁硬度为HB160-210。