球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的...
球铁铸造模具球铁铸造模具是球墨铸铁成型加工中的核心装备,依托球墨铸铁材料的... 球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、...
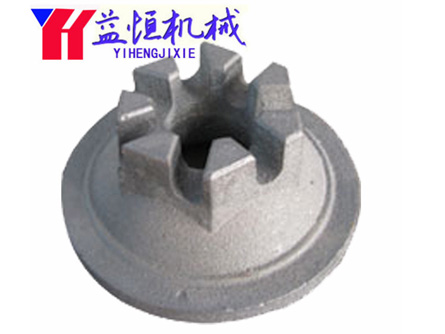
球铁铸造加工砂箱球铁铸造加工砂箱是铸造车间核心工艺装备之一,主要用于承载型砂、... 球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配...
球铁铸造端盖球铁铸造端盖是以球墨铸铁为原料,经专业铸造工艺成型的工业基础配... 球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加...
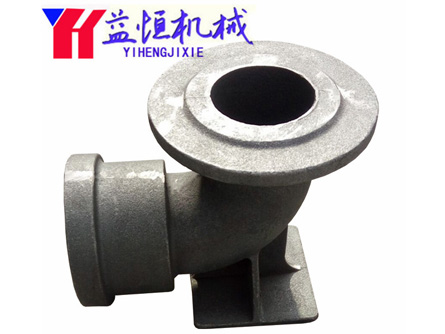
球铁铸造QT500-7大锅QT500-7 球铁铸造大锅,以标准球墨铸铁材质打造,是工业、餐饮、食品加... 泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...
泵体定制铸件泵体定制铸件是流体输送设备的核心承压部件,适配离心泵、化工泵、...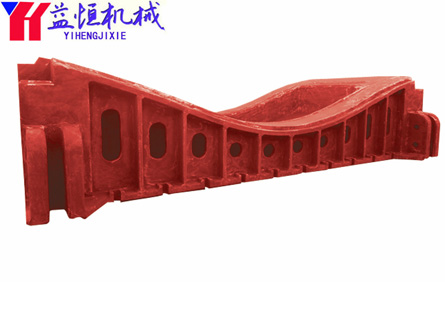
|
|
|
|
|
|
目前大型机床铸件大部分为灰铸铁,对大型机床铸铁件的质量,要从化学成分、原材料质量、配料、合金化、熔炼温度、孕育处理直至热时效等环境严格控制。
1、熔炼环节
1)碳当量。应采用较高的碳当量,HT250,以3。95为好;HT300,以3。82为好;HT350,以3。76为好。
2)硅碳比。建议 好将硅碳比控制在0。55-0。62。
3)合金化控制。合金元素的加入有利于铸件性能提高,一般w(Cu)0。4-0。6%或w(Cr)0。2-0。4%。
2、配料
生铁的加入量要低于10%,同时采用高废钢、高渗碳工艺,这样石墨品质好。
3、铁液温度
高的铁液温度可细化石墨,是高碳当量、灰铸铁的基础。铁液温度为1500-1550℃时,铁液氧化会减少,SiO2灰渣显着降低。